ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
СВАРКА, ПАЙКА
И ТЕРМИЧЕСКАЯ
РЕЗКА МЕТАЛЛОВ
ЧАСТЬ 2
ГОСТ 11534-75
Издательство СТАНДАРТОВ
Москва 1991
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ
СВАРНЫЕ ПОД ОСТРЫМИ Основные типы,
конструктивные Hand arc welding. Acute and blunt |
ГОСТ |
Дата введения 01.01.77
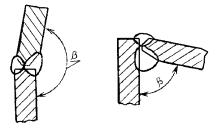
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений конструкций из углеродистых и низколегированных сталей, выполняемых ручной дуговой сваркой плавящимся электродом во всех пространственных положениях при толщине свариваемого металла до 60 мм включительно с расположением свариваемых деталей под острыми и тупыми углами.
Стандарт не устанавливает типы, конструктивные элементы и размеры сварных соединений трубопроводов и сварных швов, выполняемых сваркой с глубоким проплавлением.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. № 1).
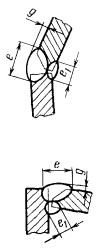
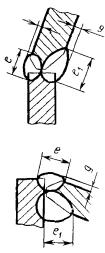
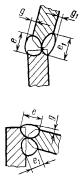
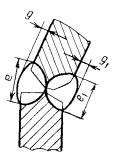
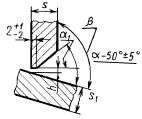
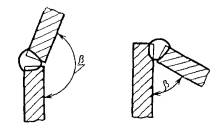
2. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
Таблица 1
|
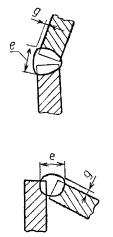
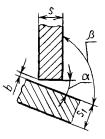
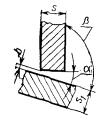
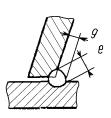
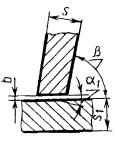
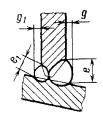
Форма подготовленных кромок |
Характер выполненного шва |
Форма поперечного сечения подготовленных кромок и выполненного шва |
Толщина свариваемых деталей, мм |
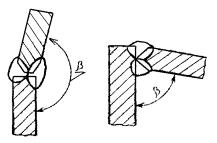
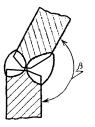
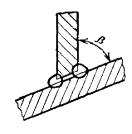
Угол соединения деталей β, град |
Условное обозначение сварного соединения |
|
|
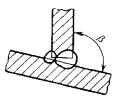
Угловое |
Без скоса кромок |
Односторонний |
|
1 - 6 |
179 - 91; 89 - 5 |
У1 |
|
7 - 30 |
135 - 91; 89 - 5 |
|||||
|
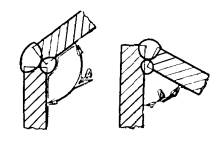
Односторонний на стальной съемной или остающейся подкладке |
|
1 - 6 |
179 - 136 |
У2 |
||
|
7 - 26 |
135 - 91 |
|||||
|
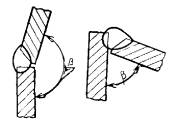
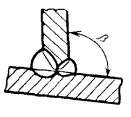
Двусторонний |
|
2 - 8 |
179 - 91 |
У3 |
||
|
2 - 30 |
135 - 91 |
|||||
|
9 - 30 |
89 - 45 |
|||||
|
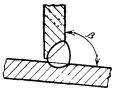
Со скосом одной кромки |
Односторонний |
|
4 - 26 |
179 - 136; 89 - 46 |
У4 |
|
|
Двусторонний |
|
4 - 60 |
179 - 136; 89 - 45 |
У5 |
||
|
С двумя скосами одной кромки |
Двусторонний |
|
12 - 60 |
179 - 165; 89 - 75 |
У6 |
|
|
С двумя несимметричными скосами одной кромки |
Двусторонний |
|
12 - 60 |
89 - 75; 179 - 165 |
У7 |
|
|
С двумя скосами одной кромки и одним скосом второй кромки |
Двусторонний |
|
12 - 60 |
179 - 136 |
У8 |
|
|
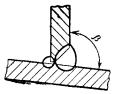
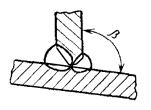
Тавровое |
Без скоса кромок |
Односторонний |
|
1 - 30 |
91 - 175 |
Т1 |
|
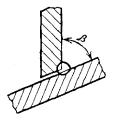
Двусторонний |
|
1 - 60 |
91 - 135 |
Т2 |
||
|
С одним скосом одной кромки |
Односторонний |
|
4 - 26 |
91 - 134 |
Т3 |
|
|
Двусторонний |
|
4 - 60 |
91 - 134 |
Т4 |
||
|
Со скосом одной кромки |
Односторонний |
|
2 - 30 |
89 - 45; 91 - 135 |
Т5 |
|
|
Двусторонний |
|
2 - 60 |
89 - 45; 91 - 135 |
T6 |
||
|
С двумя скосами одной кромки |
Двусторонний |
|
12 - 60 |
91 - 100; 89 - 80 |
Т7 |
|
|
С двумя несимметричными скосами одной кромки |
Двусторонний |
|
12 - 60 |
101 - 110; 79 - 70 |
Т8 |


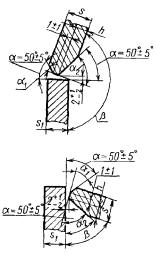
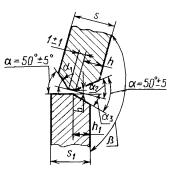
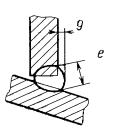
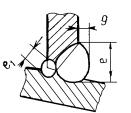
3. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл. 2 - 17.